#11 お盆明け山梨 サントリー白州蒸溜所 蒸留所ツアー参加 モルトテイスティング [その他]
お盆明け山梨1泊2日、トリはサントリー白州蒸溜所見学ツアーです、原酒のテイスティングができます。

敷地面積約82ht東京ドーム約64個分、可能な限り自然を残し控えめに施設が散在します。
野鳥の種類や数が森の状態を示す「炭鉱のカナリア」と考え、大切に見守っているとのこと。バードサンクチュアリが近くに設けられており、野鳥観察もできるようです。


ウィスキー博物館、ツアー集合場所になります、ツアー開始まで博物館を見学。
先ず、日本の初期のウイスキーをつくり続けた、ポットスチルが出迎えてくれます。(一番上の写真)

博物館を階上に進みます。
ビクトリア様式のパブのカウンター周りを再現したスペース。
パブは町の社交場として機能していたパブリック・ハウスの略です。
植民地経営や産業革命で繁栄したビクトリア朝(19世紀)の時代を偲ばせます、シックな大人の空間を演出しています。

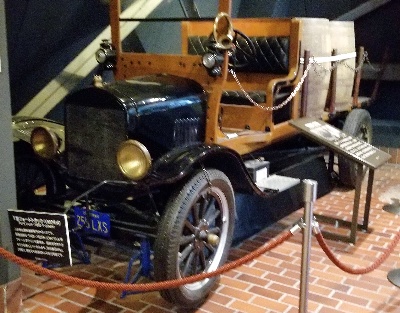
1920~1933年アメリカ禁酒法時代の酒の搬送。
荷台に樽を載せています、カナダから運び込んでいたようです。
話が飛びますが、展示車の翌年のT型1923年式は205万台(T型の最多記録)製造され、廉価版は269ドルで販売されていました。
約100年前に年間200万台以上、フォード恐るべし。
2018暦年日本国内車名別販売台数ランキング1位は、日産ノートで136,324台。
同年新車国内販売台数は普通・小型乗用車併せて、2、943,010台でした。
荷台に樽を載せています、カナダから運び込んでいたようです。
話が飛びますが、展示車の翌年のT型1923年式は205万台(T型の最多記録)製造され、廉価版は269ドルで販売されていました。
約100年前に年間200万台以上、フォード恐るべし。
2018暦年日本国内車名別販売台数ランキング1位は、日産ノートで136,324台。
同年新車国内販売台数は普通・小型乗用車併せて、2、943,010台でした。
博物館最上階展望スペースからの西側眺望、日向山、雁河原、鞍掛山、大岩山、等

ツアーが開始です、醸造・蒸溜棟に移ります。
シングルモルトウイスキー白洲は、「人と森がつくるウイスキー」とのエコロジカルなコピーが付きます。「森の蒸留所」の名前に恥じない、森林と一体化した工場です。
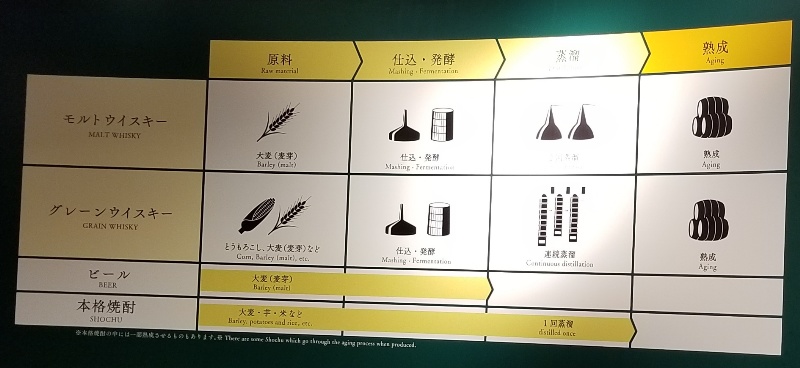
モルトウイスキーは大麦(麦芽)だけを使い、仕込・発酵・2回蒸留を経て醸造されたもの。
シングルモルトウイスキーは、一つの蒸留所のモルトウイスキーだけを混和してつくられたウイスキー、その蒸留所ならではの個性が際立つ。
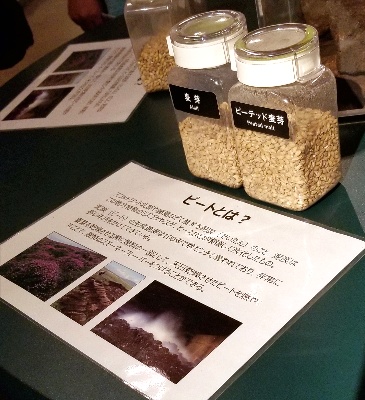
写真下、二条大麦の麦芽を乾燥する過程で、ピートの混合燃料を用いたピーテッド麦芽と、ノンピートとの比較。ピートでスコッチ系にあるスモーキーフレーバーを付ける事が出来る。ちなみにキルン塔(大麦を乾燥させるための建屋)を模した博物館となっておりましたが、乾燥済みの麦芽を輸入されているようです。
モルトウイスキーは大麦(麦芽)だけを使い、仕込・発酵・2回蒸留を経て醸造されたもの。
シングルモルトウイスキーは、一つの蒸留所のモルトウイスキーだけを混和してつくられたウイスキー、その蒸留所ならではの個性が際立つ。
写真下、二条大麦の麦芽を乾燥する過程で、ピートの混合燃料を用いたピーテッド麦芽と、ノンピートとの比較。ピートでスコッチ系にあるスモーキーフレーバーを付ける事が出来る。ちなみにキルン塔(大麦を乾燥させるための建屋)を模した博物館となっておりましたが、乾燥済みの麦芽を輸入されているようです。

仕込み槽:糖化(写真上)から、隣のタンク(写真下)へ。
サントリーのウイスキーに共通するクリーンで華やかな味わいの秘密は、この糖化工程がもたらす清澄麦汁に有るのだそうです。
麦芽の粉砕工程で殻部分のハスク、粗挽きのグリッツ、細粉のフラワーの割合を気候や麦芽の状態でかげんを見計らう。また時間をかけてお湯と混ぜることで、沈殿したハスクなどがろ過槽となり、雑味のない透明な清澄麦汁が出来るとのこと。
麦芽の粉砕工程で殻部分のハスク、粗挽きのグリッツ、細粉のフラワーの割合を気候や麦芽の状態でかげんを見計らう。また時間をかけてお湯と混ぜることで、沈殿したハスクなどがろ過槽となり、雑味のない透明な清澄麦汁が出来るとのこと。
また仕込み水と酒の味わいについて、日本酒での解説ですが興味深い記事がありました。以下要約加筆。
硬水は微生物の栄養源であるミネラル分(カリウム、リン、マグネシウムなど)が多いため、アルコール発酵が活発になりアルコール度数が高くドライテイストになりやすい。さらに、テクスチャーに厚みがでてコクのある酒質になりやすい傾向。一方軟水は、ゆっくりと発酵が進むため、優しくまろやかな味わいになりやすい。
硬水は微生物の栄養源であるミネラル分(カリウム、リン、マグネシウムなど)が多いため、アルコール発酵が活発になりアルコール度数が高くドライテイストになりやすい。さらに、テクスチャーに厚みがでてコクのある酒質になりやすい傾向。一方軟水は、ゆっくりと発酵が進むため、優しくまろやかな味わいになりやすい。
こちらの仕込み水は、日本名水百選に選ばれる甲斐駒ヶ岳からの尾白川から取水とのこと、花崗岩でろ過された軟水で、山崎の硬水とはキャラの異なるウイスキーを造り出します。川は3kmほど南ですが導水管が有るのでしょうか?


発酵槽(写真上下):ろ過した麦汁を移し酵母を加え糖からアルコールへ、ここで香味成分を含むもろみになります。こちらではメンテナンスの非効率性で現在主流となりえていない、木桶発酵槽を用いています。そこに棲み付く微生物の乳酸発酵で、複雑な香味成分が得られるとのこと。約60時間二日半の工程。
下の写真は発酵槽内、酵母の働きで二酸化炭素の泡が表面に。
下の写真は発酵槽内、酵母の働きで二酸化炭素の泡が表面に。


単式蒸留方式
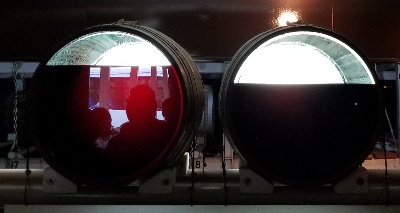
初溜:もろみをポット・スチルにて加熱蒸発させ、冷却器で初溜液(アルコール分20%雑味成分が多い)に。この際、蒸留器の上部の壁面で冷却された蒸気が液化し、釜に戻る現象(分縮)の度合いによりウイスキーの香気が影響されるとのこと。ちなみにこちらでは、1回目の蒸溜は1200℃という高温の直火で行い、複雑な香味を引き出しているそうです。
再溜:初溜液を再び蒸留、蒸留液の出始めと後の部分を除き真ん中の部分をニューポット(アルコール度数65~70度のモルト原酒)として利用、利用しなかった部分は再溜釜に戻す。
写真下、左が初溜釜、右が再溜釜。蒸留所が100以上存在するスコットランドに比肩する、製品造りラインナップの整備のため、蒸留技術を追求、サイズ形状の違う多様なポットスチルをそろえるに至る。「原酒のつくり分けは私たちの永遠のテーマ」だそうです。
初溜:もろみをポット・スチルにて加熱蒸発させ、冷却器で初溜液(アルコール分20%雑味成分が多い)に。この際、蒸留器の上部の壁面で冷却された蒸気が液化し、釜に戻る現象(分縮)の度合いによりウイスキーの香気が影響されるとのこと。ちなみにこちらでは、1回目の蒸溜は1200℃という高温の直火で行い、複雑な香味を引き出しているそうです。
再溜:初溜液を再び蒸留、蒸留液の出始めと後の部分を除き真ん中の部分をニューポット(アルコール度数65~70度のモルト原酒)として利用、利用しなかった部分は再溜釜に戻す。
写真下、左が初溜釜、右が再溜釜。蒸留所が100以上存在するスコットランドに比肩する、製品造りラインナップの整備のため、蒸留技術を追求、サイズ形状の違う多様なポットスチルをそろえるに至る。「原酒のつくり分けは私たちの永遠のテーマ」だそうです。

バスで貯蔵庫に移動します。

写真上、様々な幅の樽の部材、すべて手作りでばらして再利用も。
写真下、熟成の経時変化、時間の経過とともに透明度が低くなり量も減少。

当日は香りが強く出ている日だったようです、弱い人は此処に居るだけで出来上がる?庫内は空調はなく自然のままとのこと。並んでいるのはバーボン樽を自社で組み替えたホッグスヘッド樽でしょうか。

バスで博物館・飲食エリアへ戻り、お待ちかねテイスティングです。
しっかり味わうつもりで臨んだのですが、帰りの長距離運転代打も必要と、禁酒を申し付かりました。
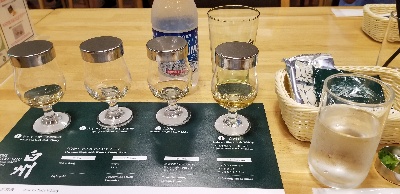
原酒のテイスティングにこちらのブレンダーが使用する、同じグラスが並んでいます。
トワイスアップ(水とウイスキーを1:1で割る)を教えて頂きました、グラスには線が二つ刻まれそれぞれが30mlを表しています。
ストレートの場合アルコールのにおいが強すぎて、その他の個性を表す香りが消えてしまう為、水で割りでアルコールの出方を抑えるとのこと。
左端はシングルモルト白州構成原酒のホワイトオーク樽、自分にはこちらでライム・ハーブの香りを感じました。
左から2番目はシングルモルト白州構成原酒のライトリーピーテッド、こうばしさと穀物の香りから甘味を連想しました。
3番目はノンエイジのシングルモルト白州と思われます、まとまりすぎているのか特徴が挙げずらいです。
いずれも口に含んでおりませんので、アロマの感想です、フレーバーはしっかりした又別のキャラクターが出ると思います。
トワイスアップ(水とウイスキーを1:1で割る)を教えて頂きました、グラスには線が二つ刻まれそれぞれが30mlを表しています。
ストレートの場合アルコールのにおいが強すぎて、その他の個性を表す香りが消えてしまう為、水で割りでアルコールの出方を抑えるとのこと。
左端はシングルモルト白州構成原酒のホワイトオーク樽、自分にはこちらでライム・ハーブの香りを感じました。
左から2番目はシングルモルト白州構成原酒のライトリーピーテッド、こうばしさと穀物の香りから甘味を連想しました。
3番目はノンエイジのシングルモルト白州と思われます、まとまりすぎているのか特徴が挙げずらいです。
いずれも口に含んでおりませんので、アロマの感想です、フレーバーはしっかりした又別のキャラクターが出ると思います。

最後は森薫るハイボール制作実習、飲みたかったです、ミントも浮かべました。

隣にBARが設けられており、ここでしか味わえない貴重な原酒やレアな各国のウイスキーが、コスト無視で提供されているそうです。日によっては駅との送迎バスもあるようで、次の機会ではそちらを利用し、レストランも有りますので存分に飲んで食べて楽しみたいです。
消費のトレンドには必然性があるのですが、その嗜好の変化は気まぐれというか読み切れません。
ウイスキーの国内出荷は、ピークの1983年には約36万KLでした、2007年の底では一気に6万KLまで落ち込みました、その間焼酎やワイン等に消費が移っています。
パイが6分の1に縮む中こちらも操業出来ない期間が在ったようで、ブームがやって来ても嬉しくもあり悲しくもありではないかと思います。
10年以上寝かせる商品のジャンルが、24年間で83%減少する環境で生き残っていることが不思議な程です。
広報・ファン創りの一環とはいえ、酒造りの最重要施設を公開し、見学ツアーのハードソフト人員を整備維持する懐の深さ。販売の振るわない時期に日本人の嗜好に合うようにポットスチルの研究開発も進めるなど、人を引き付けてやまない企業文化の一端を観た思いがします。
マーケティングのサントリー、やってみなはれのサントリーでしょうか。
ウイスキーの国内出荷は、ピークの1983年には約36万KLでした、2007年の底では一気に6万KLまで落ち込みました、その間焼酎やワイン等に消費が移っています。
パイが6分の1に縮む中こちらも操業出来ない期間が在ったようで、ブームがやって来ても嬉しくもあり悲しくもありではないかと思います。
10年以上寝かせる商品のジャンルが、24年間で83%減少する環境で生き残っていることが不思議な程です。
広報・ファン創りの一環とはいえ、酒造りの最重要施設を公開し、見学ツアーのハードソフト人員を整備維持する懐の深さ。販売の振るわない時期に日本人の嗜好に合うようにポットスチルの研究開発も進めるなど、人を引き付けてやまない企業文化の一端を観た思いがします。
マーケティングのサントリー、やってみなはれのサントリーでしょうか。
2019-10-05 01:00
コメント(0)



コメント 0